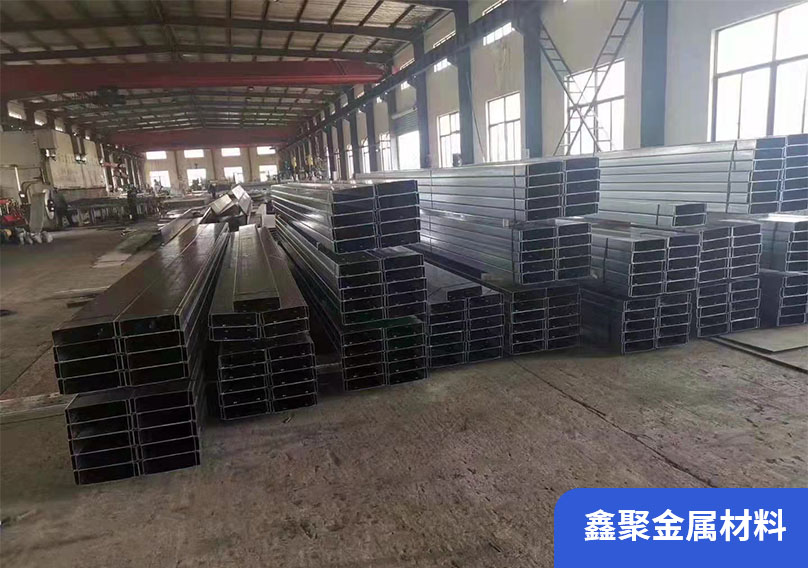

大型折彎加工是指將大型工件由大型折彎機折彎成型的工藝過程,以改變板材或板件角度的加工。如將板材彎成V形,U形等。南通折彎加工廠擁有先進的大型折彎加工設備--600T×7米數控折彎機(折彎機壓力600噸,折彎長度7米)主要針對大型物件進行大型折彎加工服務。多年來專注于大型折彎加工領域,專門為客戶提供專業的折彎加工、大型折彎加工、剪板折彎加工、大型剪板折彎加工、沖百葉窗(百葉窗沖孔、沖孔百葉窗)等加工服務。金屬板材的彎曲和成型是在剪板折彎機上進行的,將要成型的工件放置在折彎機上,用升降杠桿將制動蹄片提起,工件滑動到適當的位置,然后將制動蹄片降低到要成型的工件上,通過對彎板機上的彎曲杠桿施力而實現金屬的彎曲成型。
大型折彎加工工藝要求:
板料彎曲時,應選擇合適的彎曲半徑,為減少彎曲力和彎曲變形,應采用較大的彎曲半徑,一般小彎曲半徑按 以下選擇:在退火或正火狀態下,小
彎曲半徑取0.4t, 在冷作硬化狀態下,小彎曲半徑取0.8t。
彎曲件的孔到彎曲邊的小距離彎曲處屬于板材變形,在其周圍的孔受其影響易變形,彎曲件的孔到彎曲邊
的小距離應按照以下要求:當孔為圓孔和垂直于彎曲方向的長圓孔時,t< 2mm時,L2t+r,
t2mm時,L3t+r;當孔為方孔和平行于彎曲方向的長 圓孔時,
L4t+r; 彎曲件直邊的小高度:為了成形區成形,必須使工件直邊高度H5t+r。 對于小于此高度,
應采用壓槽后彎曲,或增加直邊高度,彎曲后再加工到需
彎曲方向:確定彎曲件彎曲方向時,應盡量使毛坯的沖裁端裂帶處于彎曲件內側,避免端裂帶的微裂紋在外側拉應力的作用下,擴展為裂口。
彎曲力的計算:彎曲時,根據板厚、彎曲長度、下模槽寬,參考折彎機的壓力表,計算壓力,以免超過折彎機的大承受力,損壞機床。彎曲編程時,應參考彎曲展開長度K值系數表,計算定位比子的尺寸,以便達到正確的尺寸。
如需加工,聯系南通鑫聚,一家專業有態度的折彎加工廠家。